- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
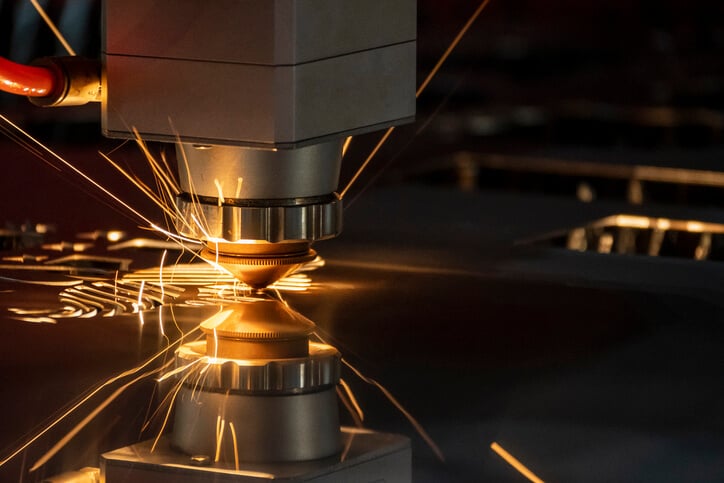
نحوه استفاده از دستگاه برش لیزری فلزات
2024-04-19
برش لیزری فلز اغلب بدون نیاز به فرآیند تکمیل ثانویه، برش هایی با کیفیت بالا ایجاد می کند.
با این حال، بسیاری از فلزات منعکس کننده هستند، بنابراین چگونه می توان بر این چالش ها غلبه کرد؟
برای برش فلز باید پارامترهای بهینه را تنظیم کنید.
با آماده کردن طرح خود برای برش لیزری فلز شروع کنید. همیشه توصیه می شود که ضخامت عنصر برش بیشتر از ضخامت قطعه کار باشد. این یکپارچگی ساختاری طراحی را تضمین می کند.
همچنین به کاهش سایه حرارتی در مناطق خاص کمک می کند و از گرم شدن بیش از حد فلز جلوگیری می کند.
بهترین پارامترها را با توجه به نوع فلز تنظیم کنید تا دستگاه برش لیزری فلز بتواند شرایط کاری خوبی را حفظ کند.
قدرت لیزر
توان یکی از مهمترین پارامترهای لیزر دستگاه برش لیزر فلزات است که توانایی لیزر در برش مواد مختلف را تعیین می کند.
هر چه قدرت بالاتر باشد، لیزر قابلیت برش بهتری دارد.
اگر می خواهید صفحات فلزی بالاتر از 10 میلی متر را برش دهید، لطفاً قدرت برش بالای 1 کیلو وات را انتخاب کنید.
سرعت برش
سرعت برش دستگاه برش لیزری فلز شما بهره وری شما را تعیین می کند. هرچه سرعت بیشتر باشد، زمان پردازش کوتاهتر و بهرهوری بالاتر است.
سعی کنید هنگام برش فلز ضخیم از قدرت بالا و سرعت کم استفاده کنید.
کاهش سرعت برش، زمان ماندگاری لیزر را افزایش می دهد، که باعث افزایش مقدار انرژی جذب شده توسط فلز و ایجاد گرمای بیشتری برای تبخیر آن می شود.
گاز کمکی
گاز کمکی در برش لیزری فلزات نقش حیاتی دارد. این لنز از لنزهای فوکوس در برابر زباله های ایجاد شده در طول فرآیند برش محافظت می کند و برای به دست آوردن نتایج خوب برش مفید است.
گاز کمکی نیز به افزایش بهره وری کمک می کند.
گازهای کمکی رایج عبارتند از اکسیژن، نیتروژن و هوا.
هوا ارزان ترین این گازهای کمکی است و معمولاً از لنز فوکوس محافظت می کند، اما تأثیر قابل توجهی بر کیفیت یا سرعت برش فلز ندارد.
اکسیژن تبخیر فلز را تسریع می کند و می تواند سرعت برش را افزایش دهد. با این حال، برای فلزاتی که بسیار حساس به واکنش های اکسیداسیون با اکسیژن هستند، استفاده از اکسیژن توصیه نمی شود زیرا می تواند یک لایه اکسید ایجاد کند.
نیتروژن در ارائه بهترین نتایج برش مفید است و می تواند بر روی تمام فلزات استفاده شود، اما گران تر است.
سیستم اگزوز
سیستم اگزوز بخارهای تولید شده در طول فرآیند برش را کنترل می کند. دود ایجاد شده در طول فرآیند برش سلامت اپراتور را به خطر می اندازد و بر اثر برش تاثیر می گذارد.
فوکوس لیزری
فوکوس لیزر بر اثر برش دستگاه برش لیزر فلز تأثیر می گذارد. هنگام برش فلز ضخیم، فوکوس لیزر را می توان در 1/3 ضخامت قطعه کار تنظیم کرد. این بهترین نتیجه را می دهد.
تست برش
دستگاه های برش لیزری فلزات پارامترهای مختلفی برای برش فلزات مختلف دارند. قبل از برش قطعه کار، همیشه باید برش را روی همان آهن قراضه آزمایش کنید. آزمایش های برش قبل از برش می تواند به شما در درک ویژگی های پردازش مواد و یافتن قدرت برش، سرعت، تمرکز و غیره بهینه کمک کند. این همچنین به کاهش هزینه های تولید شما کمک می کند.