- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
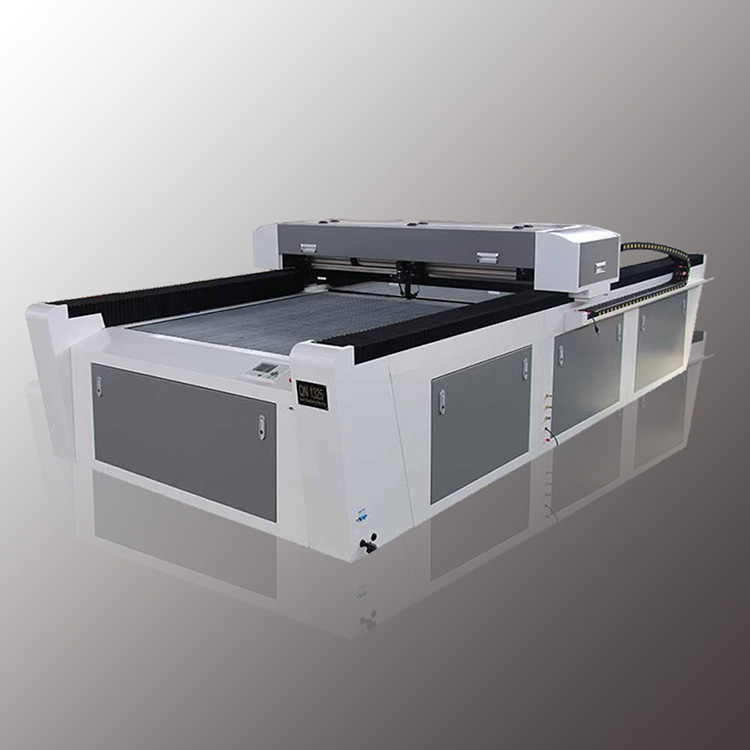
دستگاه برش لیزر CO2 چگونه کار می کند؟
2023-07-12
A برش لیزری CO2یک دستگاه برش لیزری است که از لیزر دی اکسید کربن برای برش انواع مواد استفاده می کند. در زیر یک نمای کلی از نحوه عملکرد آن است:
نسل لیزر: Aبرش لیزر CO2 شاملمخلوط گازی که عمدتاً از دی اکسید کربن، نیتروژن و هلیوم تشکیل شده است. انرژی الکتریکی برای تحریک مخلوط گاز استفاده می شود و باعث می شود الکترون های موجود در اتم های گاز به سطوح انرژی بالاتر حرکت کنند.
تقویت لیزر: اتم های گاز برانگیخته با اتم های گاز دیگر برخورد می کنند و انرژی اضافی آنها را منتقل می کنند. این فرآیند انتشار فوتون ها را تحریک می کند و یک وارونگی عدد ذره ایجاد می کند. فوتون ها در محیط گاز به جلو و عقب حرکت می کنند و برخی از آنها با عبور از تشدیدگر لیزری برانگیخته می شوند و در نتیجه تقویت می شوند.
تشکیل پرتو لیزر: پرتو لیزر در داخل تشدید کننده تشکیل می شود که از دو آینه یکی کاملا بازتابنده و دیگری تا حدی بازتابنده تشکیل شده است. فوتونها بین این آینهها جهش میکنند و آینه نیمه بازتابدهنده اجازه میدهد بخشی از فوتونها بهعنوان یک پرتو لیزر منسجم عبور کنند.
تمرکز: پرتو لیزر از یک سری آینه و عدسی عبور می کند که آن را به یک نقطه کوچک و شدید متمرکز می کند. پرتو لیزر متمرکز بر روی ماده ای که قرار است برش داده شود، هدف قرار می گیرد.
تعامل مواد: هنگامی که پرتو لیزر متمرکز به مواد برخورد می کند، سطح را گرم می کند و باعث ذوب، تبخیر یا سوختن مواد می شود. فوتون های پرانرژی پرتو لیزر پیوندهای مولکولی موجود در ماده را می شکند که منجر به برش می شود.
گاز کمکی: برای بهبود فرآیند برش، اغلب از یک گاز کمکی (معمولاً اکسیژن، نیتروژن یا مخلوط) استفاده می شود. گاز کمکی به ناحیه برش هدایت می شود و مواد ذوب شده یا بخار شده را از بین می برد و به تمیز و دقیق نگه داشتن برش کمک می کند.
کنترل CNC:دستگاه های برش لیزر CO2اغلب با یک سیستم کنترل عددی کامپیوتری (CNC) یکپارچه می شوند. سیستم CNC حرکت سر برش لیزری را برای دستیابی به الگوهای برش دقیق و پیچیده کنترل می کند. پارامترهای برش مانند توان لیزر، سرعت برش و جریان گاز کمکی از طریق رابط CNC تنظیم و کنترل می شوند.
برش لیزر CO2 با کنترل دقیق حرکت پرتو لیزر و سر برش، می تواند طیف گسترده ای از مواد از جمله اکریلیک، چوب، پلاستیک، پارچه، کاغذ، لاستیک و برخی فلزات را با دقت و کارایی بالا برش دهد.